JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Perataan lembaran logam merupakan langkah penting dalam fabrikasi logam modern. Sebelum operasi pemotongan, pembengkokan, pengelasan, atau pengecapan dapat memberikan hasil yang konsisten, bahan mentah harus benar-benar rata — tidak hanya rata secara visual, namun juga bebas tegangan dan stabil secara dimensi. Memilih metode perataan yang salah menyebabkan komponen ditolak, pengerjaan ulang, dan kegagalan proses hilir. Panduan ini mencakup setiap metode perataan lembaran logam utama, menjelaskan fisika di balik masing-masing metode, dan memberi Anda kerangka praktis untuk memilih pendekatan yang tepat berdasarkan kebutuhan material, volume, dan presisi Anda.
Mengapa Lembaran Logam Membutuhkan Leveling
Lembaran logam meninggalkan pabrik dalam bentuk kumparan. Selama penggulungan, permukaan luar meregang sementara permukaan dalam terkompresi, sehingga mengunci tekanan yang berlawanan ke dalam struktur butiran material. Saat pusat servis membuka gulungan, meluruskan, dan memotong lembaran menjadi memanjang, tekanan tersebut tidak sepenuhnya hilang — tegangan tersebut tetap terperangkap di dalam benda yang tampak seperti potongan logam datar.
Masalahnya menjadi terlihat saat proses pemotongan termal seperti pemotongan laser atau plasma diterapkan. Panas melepaskan tekanan yang terkunci, dan bagian-bagiannya melengkung, melengkung, atau mengembangkan gelombang tepi dan tengah. Distorsi yang sama terjadi setelah punching atau fine blanking. Bahkan bagian yang dipotong secara mekanis pun menunjukkan tegangan sisa yang mendistorsi geometri selama pembentukan atau pengelasan berikutnya.
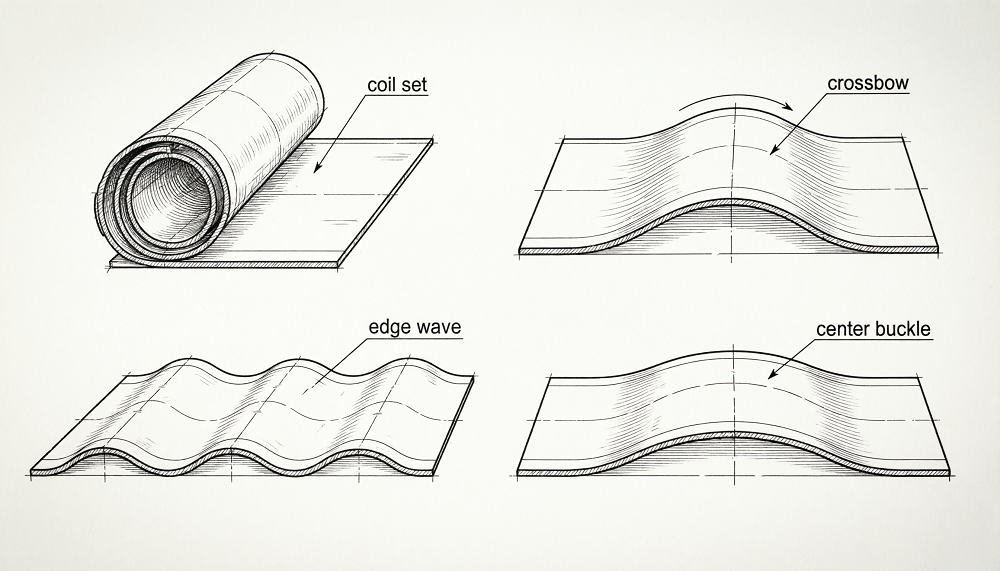
Cacat kerataan umum yang harus diatasi oleh perataan meliputi:
- Set kumparan: busur memanjang mengikuti arah melingkar, paling parah ke arah inti kumparan.
- Panah: busur melintang tegak lurus terhadap arah penggulungan, dengan bagian tengah terangkat di atas tepinya.
- Gelombang tepi: tepi bergelombang yang disebabkan oleh tegangan tekan di zona tepi relatif terhadap pusat.
- Gesper tengah: tekuk terlokalisasi di tengah-tengah lembaran dimana bagian tengahnya lebih panjang dari tepinya.
- Memutar: distorsi diagonal di seluruh permukaan bagian, sering kali terjadi selama pemotongan atau penanganan asimetris.
Setiap jenis cacat memiliki profil tegangan yang berbeda dan oleh karena itu memberikan respons yang berbeda pula terhadap setiap metode leveling. Pemahaman standar kerataan lembaran logam sebelum memilih proses leveling memungkinkan Anda menentukan kriteria penerimaan yang terukur dan menghindari perselisihan saat commissioning.
Meratakan Palu dan Api
Perataan palu adalah metode perataan lembaran logam tertua dan masih digunakan sampai sekarang untuk situasi tertentu di mana perataan mesin tidak praktis. Operator berpengalaman memukul lembaran dengan palu dengan pola yang disengaja, meregangkan zona terkompresi dan menghilangkan konsentrasi tegangan lokal. Perataan api bekerja berdasarkan prinsip yang terkait: obor memanaskan area lokal, menyebabkan ekspansi termal; saat zona mendingin dan berkontraksi, zona tersebut menarik material di sekitarnya menuju titik panas, mengoreksi lengkungan lokal.
Kedua metode ini menuntut keterampilan yang signifikan. Hasil bergantung langsung pada kemampuan operator dalam membaca komponen, menilai distribusi tegangan, dan menerapkan energi yang tepat dalam urutan yang benar. Tidak ada dua operator yang memberikan hasil yang sama, dan tidak ada satu bagian pun yang dapat direproduksi dengan pasti. Satu bagian dapat memerlukan waktu mulai dari 30 menit hingga beberapa jam untuk diratakan, tergantung pada tingkat distorsi dan kompleksitas bagian.

Saat meratakan palu dan api menjadi masuk akal
- Struktur yang sudah dirakit atau hasil pengelasan yang tidak dapat melewati mesin roller.
- Volume produksi yang sangat kecil sehingga biaya penyetelan mesin tidak dapat dibenarkan.
- Bagian berbentuk khusus atau tidak beraturan yang tidak dapat diakomodasi oleh pemandu mesin.
- Koreksi di tempat pada komponen jadi yang toleransi dimensinya sedang.
Untuk lingkungan produksi yang mengutamakan throughput, kemampuan pengulangan, atau toleransi kerataan presisi, perataan palu dan api tidak cocok. Faktor manusia membuat tidak mungkin untuk menjamin hasil yang konsisten di seluruh batch.
Tekan dan Peluruskan Tekan Leveling
Alat press pelurus menopang lembaran atau pelat pada dua titik dan menggunakan cetakan pembentuk untuk menekan material hingga rata di antara titik-titik penyangga tersebut. Proses ini menargetkan lokasi tertentu pada bagian di mana distorsi terkonsentrasi. Beberapa siklus pengepresan biasanya diperlukan sebelum bagian tersebut mencapai kerataan yang dapat diterima, karena setiap gerakan pengepresan mengoreksi satu area sekaligus berpotensi menimbulkan tekanan pada zona yang berdekatan.
Beberapa fabrikator menggunakan rem tekan sebagai alat perata yang diimprovisasi, yang dapat digunakan untuk mengoreksi satu deformasi yang terlihat namun tidak mengatasi tekanan internal yang terdistribusi. Alat press pelurus khusus memberikan kontrol yang lebih baik daripada rem tekan yang digunakan untuk meratakan namun masih belum dapat menandingi throughput atau kedalaman pelepas tegangan dari sistem berbasis roller.
Meratakan satu bagian pada mesin pelurus biasanya membutuhkan waktu hingga 60 menit dan membutuhkan spesialis yang terampil untuk menafsirkan perilaku bagian di antara pukulan. Metode ini menjadi lebih praktis untuk pelat yang lebih tebal dari 50 mm, dimana roller leveler mungkin kekurangan kapasitas mekanis, dan untuk produksi volume rendah dimana investasi mesin tidak dapat dibenarkan.
Keterbatasan yang perlu dipertimbangkan
- Tidak dapat mengatasi tekanan internal yang terdistribusi — hanya cacat geometri yang terlihat pada titik-titik tertentu.
- Risiko pegas kembali memerlukan siklus penekanan yang berulang dan waktu siklus yang diperpanjang.
- Sangat bergantung pada penilaian operator, membuat pengulangan antar operator menjadi variabel.
- Tidak cocok untuk lembaran logam tipis — konsentrasi beban lokal yang tinggi berisiko menyebabkan kerusakan permukaan atau penandaan permanen.
Roller Leveling: Dari Pelurus Sederhana hingga Sistem Presisi
Roller leveling adalah metode leveling lembaran logam industri yang paling banyak digunakan. Lembaran tersebut melewati serangkaian roller yang terhuyung-huyung yang menyebabkannya mengalami tikungan bergantian dengan amplitudo yang semakin menurun. Deformasi elastis-plastik yang berulang ini mendistribusikan kembali tegangan internal ke seluruh penampang dan mendorong material menuju keadaan datar yang seragam dan bebas tegangan.
Fisika dasar mengikuti gelombang sinus yang semakin berkurang: ujung masuk menerapkan perpindahan lentur terbesar, dan setiap pasangan roller yang berurutan mengurangi perpindahan hingga material keluar dalam keadaan tegangan mendekati netral. Efektivitas proses bergantung pada tiga variabel yang saling terkait: diameter roller, pitch roller (jarak pusat-ke-pusat), dan kedalaman penekanan (penetrasi) .
Roller leveler sederhana (pelurus)
Pelurus rambut sederhana menggunakan minimal tujuh rol dengan diameter relatif besar dan jarak yang lebar. Mereka menangani pelat yang lebih tebal dan rentang ketebalan yang terbatas. Karena roller tidak secara aktif didukung terhadap defleksi di bawah beban, maka roller membungkuk di bawah tekanan, menghasilkan pembengkokan yang tidak merata pada lebar lembaran. Hasil kerataan cukup untuk aplikasi struktur umum namun tidak cukup untuk pembuatan presisi. Seringkali diperlukan beberapa kali lintasan melalui mesin, dan prosesnya masih bergantung pada pengalaman operator untuk menyetel roller dengan benar.
Leveler multi-rol yang presisi
Perata presisi menambahkan rol perantara dan rol pendukung di belakang rol yang bekerja untuk mencegah defleksi di bawah beban. Hal ini memungkinkan diameter roller kerja yang lebih kecil dan pitch yang lebih rapat, sehingga meningkatkan jumlah siklus pembengkokan per satuan panjang lembaran dan meningkatkan kemampuan alat berat untuk memperbaiki cacat gelombang pendek seperti gelombang tepi dan gesper tengah. Sistem presisi dapat mencapai nilai kerataan 0,1 mm/m atau lebih baik — persyaratan untuk mata gergaji, komponen pengecapan presisi, dan rakitan lembaran logam dengan toleransi halus.
Dibandingkan dengan metode manual, perataan roller secara signifikan mengurangi waktu siklus. Suku cadang yang memerlukan rem tekan atau perataan palu dengan tangan selama 10 menit dapat diproses dalam waktu kurang dari satu menit pada roller leveler yang presisi, sehingga menghasilkan pengurangan biaya yang terukur dalam pengoperasian volume tinggi.
Mesin rolling (sistem tiga rol)
Konfigurasi berbasis roller yang paling sederhana menggunakan tiga roller offset. Lembaran tersebut ditekuk di sekitar penggulung saat melewatinya, dan proses ini diulangi hingga kerataannya dapat diterima. Pendekatan ini hanya efektif untuk bagian dengan cacat kerataan yang sederhana dan seragam. Ini tidak mengatasi tekanan internal dan memerlukan banyak pengulangan untuk materi apa pun dengan distorsi yang signifikan. Ini paling cocok untuk bengkel yang menangani koreksi pembengkokan ringan pada volume rendah.
Meratakan Ketegangan
Perataan tegangan meregangkan lembaran secara memanjang dengan menariknya di antara dua gulungan tegangan hingga tegangan yang diberikan melebihi kekuatan luluh material. Ketika lembaran tersebut meleleh secara merata pada seluruh penampangnya, perbedaan tegangan antara zona yang sebelumnya dikompresi dan dikencangkan menjadi runtuh, dan material keluar dalam keadaan datar, dengan tegangan sisa yang rendah.
Banyak sistem perataan tegangan industri menggabungkan pembengkokan roller dengan tegangan dalam pendekatan hibrid: lembaran pertama-tama melewati roller pembengkok untuk mendistribusikan kembali tegangan kotor, kemudian mengalami tegangan untuk mencapai kerataan akhir dan keseragaman ketebalan. Kombinasi ini sangat efektif untuk baja berkekuatan tinggi dan material yang sangat tipis di mana sistem roller saja kesulitan untuk menerapkan pembengkokan yang cukup tanpa merusak kontak permukaan.
Aplikasi terbaik untuk meratakan ketegangan
- Lembaran dan foil yang sangat tipis dimana diameter roller kecil masih menandai permukaannya.
- Nilai baja berkekuatan tinggi dengan rasio luluh terhadap tarik mendekati 1,0, yang sulit ditekuk tanpa tekanan berlebih.
- Jalur pemrosesan koil di mana material berjalan terus menerus dan kontrol tegangan sudah menjadi bagian dari arsitektur jalur.
- Aplikasi di mana keseragaman ketebalan di seluruh lebar sama pentingnya dengan kerataan.
Kelemahannya adalah kompleksitas dan biaya modal. Perataan tegangan memerlukan kontrol yang tepat terhadap gulungan tegangan dan kalibrasi yang cermat untuk menghindari timbulnya tegangan longitudinal baru akibat tarikan yang tidak merata. Ini kurang praktis untuk meratakan bagian demi bagian setelah pemotongan dan terutama digunakan dalam lingkungan pemrosesan koil.
Leveling Pengerolan Panas dan Pengerolan Dingin
Perataan pengerolan dingin melewati lembaran melalui penggulung pada atau mendekati suhu kamar, memberikan tekanan tinggi yang mengubah bentuk material secara plastis. Metode ini tidak hanya mengoreksi kerataan tetapi juga memperbaiki permukaan akhir dan meningkatkan sifat mekanik — kekerasan dan kekuatan tarik meningkat karena pengerasan kerja. Cocok bila kualitas permukaan merupakan persyaratan utama, misalnya untuk blanko panel bodi otomotif atau substrat rekayasa presisi. Batasannya adalah pengerolan dingin dibatasi pada alat pengukur yang lebih tipis; pelat yang sangat tebal memerlukan gaya yang berlebihan, dan efek pengerasan kerja dapat mengurangi keuletan hingga mempengaruhi pembentukan hilir.
Perataan penggulungan panas memanaskan lembaran di atas suhu rekristalisasinya sebelum melewatkannya melalui penggulung perata. Peningkatan suhu akan mengurangi kekuatan luluh dan meningkatkan keuletan, sehingga pelat tebal lebih mudah mengalami deformasi. Panas juga mempercepat menghilangkan stres. Pendekatan ini merupakan standar dalam pemrosesan baja primer dan produksi pelat tingkat pembuatan kapal. Biaya energi pemanasan adalah kerugian operasional utama, dan perlakuan panas dapat mengubah struktur mikro material sehingga memerlukan verifikasi pasca-proses untuk aplikasi yang sensitif terhadap spesifikasi.
Perataan Presisi Hidraulik: Standar Industri Modern
Perataan presisi hidraulik mewakili kecanggihan terkini dalam perataan lembaran logam untuk lingkungan produksi. Berbeda dengan roller leveler mekanis yang gaya tekannya ditetapkan dengan penyetelan sekrup, a mesin perata hidrolik menggunakan silinder hidrolik loop tertutup untuk mengontrol gaya tekan dan celah roller secara dinamis di seluruh lebar lembaran. Hal ini memungkinkan sistem untuk mempertahankan energi lentur yang konsisten meskipun ketebalan material, kekuatan luluh, atau suhu bervariasi dalam batch produksi.

Prinsip kerjanya tetap bergantian dalam pembengkokan elastis-plastik, namun presisi penggerak hidraulik membuka kemampuan yang tidak dapat ditandingi oleh sistem mekanis:
- Kisaran bahan yang luas: sistem hidrolik dapat memproses material mulai dari foil tembaga ultra-tipis 0,1 mm hingga pelat tebal paduan khusus 60 mm dalam satu kelompok mesin, beralih di antara material tersebut melalui resep yang disimpan.
- Kontrol mahkota aktif: roller pendukung di belakang roller yang bekerja disetel secara hidraulik zona demi zona, mengkompensasi defleksi roller di bawah beban dan memastikan pembengkokan yang konsisten pada lembaran lebar — penting untuk menghilangkan gelombang tepi dan gesper tengah secara bersamaan.
- Operasi berbasis resep yang dapat diulang: parameter spesifik material (gaya, penetrasi, kecepatan) disimpan dan dipanggil kembali secara otomatis, menghilangkan variasi pengaturan yang bergantung pada operator di seluruh shift.
- Penanganan material berlubang dan diberi perlakuan panas: kontrol tekanan roller zona-demi-zona yang canggih memungkinkan pemanjangan selektif di seluruh lebar, sehingga memungkinkan untuk meratakan material yang mengalahkan sistem yang lebih sederhana — lembaran berlubang, blanko pasca-perlakuan panas, dan pelat berkekuatan tarik tinggi.
Perbedaan utama antara desain leveler hidraulik terletak pada arsitektur kontrol. Mengontrol tekanan hidrolik saja tidak setara dengan kontrol loop tertutup terhadap posisi roller atau gaya silinder. Umpan balik posisi dan gaya — melalui skala linier dan sel beban — memungkinkan pengulangan sehari-hari dalam menghadapi penyimpangan suhu oli, variasi respons katup, dan keausan komponen secara bertahap. Mesin yang hanya mengandalkan kontrol tekanan akan menghasilkan hasil yang konsisten hanya dalam rentang pengoperasian yang sempit.
Untuk operasi produksi massal pada komponen otomotif, lembaran logam presisi, suku cadang elevator, bilah gergaji, dan penutup elektronik, perataan presisi hidraulik adalah metode yang membuat jaminan kerataan tingkat produksi dapat dicapai dan diverifikasi. Jelajahi rangkaian lengkapnya aplikasi industri di mana perataan presisi menghasilkan peningkatan proses yang terukur.
Leveling Tandu
Perataan tandu menggunakan klem hidrolik untuk mencengkeram lembaran di kedua ujungnya dan menariknya ke berbagai arah secara bersamaan hingga tegangan internal disamakan melalui lelehan yang seragam di seluruh penampang. Tidak seperti perataan tegangan pada jalur pemrosesan koil, perataan tandu beroperasi pada lembaran atau pelat yang dipotong individual dan dirancang untuk material yang gradien tegangan memanjang dan melintang memerlukan koreksi dalam satu pengoperasian.
Metode ini menghasilkan kerataan dan penghilangan tegangan sisa yang sangat baik, namun lebih lambat dibandingkan roller kontinyu atau perata tegangan dan paling cocok untuk aplikasi bernilai tinggi dan bervolume rendah seperti pelat ruang angkasa, blanko struktural tebal, atau lembaran paduan khusus yang biaya suku cadangnya sebanding dengan waktu siklus yang lebih lama. Hal ini memerlukan kalibrasi yang cermat: regangan yang tidak mencukupi akan meninggalkan tegangan sisa; regangan yang berlebihan secara permanen mengubah dimensi dan sifat mekanik.
Cara Memilih Metode Perataan Lembaran Logam yang Tepat
Metode perataan yang benar ditentukan oleh kombinasi sifat material, volume produksi, persyaratan kerataan, dan geometri bagian. Tabel berikut merangkum kriteria pemilihan utama untuk seluruh metode utama.
| Metode | Kisaran Ketebalan | Kesesuaian Volume | Kualitas Kerataan | Menghilangkan Stres | Kasus Penggunaan Khas |
|---|---|---|---|---|---|
| Palu / Api | Apa saja | 1–5 buah | Rendah / Variabel | Sebagian (hanya lokal) | Pengelasan, perbaikan di tempat |
| Meluruskan Tekan | > 50 mm tipikal | Jumlah kecil | Sedang | Parsial (koreksi titik) | Pelat tebal, deformasi terlihat |
| Perata Rol Sederhana | Sedang–tebal | Sedang | Sedang | Terbatas | Pelat struktur umum |
| Perata Rol Presisi | Tipis – sedang | Tinggi | Tinggi (≤ 0.5 mm/m) | Bagus | Stamping, persiapan pemotongan laser |
| Meratakan Ketegangan | Sangat tipis – kekuatan tinggi | Tinggi (coil line) | Sangat tinggi | Luar biasa | AHSS, foil, pemrosesan koil |
| Leveling Bergulir Dingin | Tipis | Tinggi | Sangat tinggi | Bagus | Panel bodi otomotif, suku cadang presisi |
| Leveling Bergulir Panas | Piring tebal | Tinggi (mill-scale) | Sedang–high | Bagus | Baja struktural, pelat pembuatan kapal |
| Perataan Presisi Hidraulik | 0,1mm – 60mm | Tinggi | Sangat tinggi (≤ 0.1 mm/m) | Luar biasa | Mfg presisi, produksi bahan campuran |
| Leveling Tandu | Sedang–tebal | Rendah – sedang | Sangat tinggi | Luar biasa | Pelat luar angkasa, paduan khusus |
Logika seleksi praktis
Mulailah dengan materi Anda. Jika Anda memproses berbagai paduan dan ketebalan dalam satu fasilitas, perataan presisi hidraulik adalah satu-satunya metode yang menangani spektrum penuh dengan konsistensi berbasis resep. Jika pengoperasian Anda terbatas pada satu kelompok material dengan volume tinggi, roller leveler presisi yang dioptimalkan untuk jendela tersebut mungkin lebih hemat biaya. Untuk foil yang sangat tipis atau baja berkekuatan tinggi yang canggih dalam garis kumparan kontinu, perataan tegangan memberikan hasil yang paling seragam. Untuk koreksi pelat tebal atau pengerjaan ulang pengelasan sesekali, mesin press atau alat press pelurus tetap menjadi pilihan praktis.
Kemudian pertimbangkan proses hilir Anda. Jika lembaran yang diratakan akan dipotong dengan laser, tingkat tegangan sisa setelah perataan sama pentingnya dengan kerataan geometrik — pemotongan termal akan melepaskan tegangan yang tersisa. Jika akan dicap atau dibentuk secara presisi, keseragaman kerataan di seluruh lebar merupakan persyaratan yang dominan. Mendefinisikan sensitivitas downstream sebelum memilih metode memastikan bahwa langkah leveling benar-benar menyelesaikan masalah, bukan hanya memindahkannya.
Untuk perbandingan teknik dan konfigurasi peralatan yang lebih dalam, panduan tentang teknik perataan logam mencakup detail tingkat alat tambahan untuk setiap pendekatan.
Mengintegrasikan Leveling ke dalam Lini Produksi Lengkap
Dalam fabrikasi lembaran logam modern, perataan jarang dilakukan secara terpisah. Pengembalian investasi leveling tertinggi terjadi ketika mesin leveling diintegrasikan ke dalam jalur produksi yang terhubung — terhubung dengan decoiler di bagian hulu, sistem pemotongan atau stamping di bagian hilir, dan sistem data pusat yang mencatat parameter material, pengaturan gaya, dan hasil kerataan untuk ketertelusuran.
Penanganan material berbasis resep adalah mekanisme praktisnya: ketika ID material berubah, program leveling berubah secara otomatis, sehingga menghilangkan waktu penyetelan manual dan risiko menjalankan parameter yang salah pada paduan atau ketebalan baru. Umpan balik inspeksi hilir — di mana hasil pengukuran kerataan digunakan untuk menyempurnakan siklus perataan berikutnya — menutup siklus dan memungkinkan peningkatan berkelanjutan tanpa campur tangan operator.
Terlepas dari metode perataan yang dipilih, integritas permukaan harus dipantau bersamaan dengan kerataan. Penandaan roller, pengambilan dari roller yang terkontaminasi, dan goresan mikro pada paduan sensitif seperti aluminium atau tembaga adalah penyebab penolakan yang muncul setelah perataan, bukan selama perataan. Disiplin perawatan — pembersihan roller, kebersihan oli, kalibrasi sensor, dan verifikasi geometri berkala — adalah praktik operasional yang menjaga hasil perataan tetap konsisten dari waktu ke waktu.
Bagi produsen yang mengevaluasi solusi perataan presisi hidraulik untuk diintegrasikan ke dalam lini produksi mereka, maka ikhtisar aplikasi memberikan panduan konfigurasi berdasarkan industri dan jenis material.






